第一章:课前沟通
第一节:课前沟通
1.讲师简介
2.学员介绍:行业+岗位+职责+日常工作
3.学习的“目的+期望”
4.工作中的“困惑+困难+疑问”在哪里?
第二节:课程需求分析
1.理解质量管理中的定义、概念和思想,明确TS五大工具在质量管理中的地位和作用
2.掌握产品品质先期规划APQP的方法,完善我们的产品质量策划工作
3.掌握产品潜在失效模式的分析方法,方便工作中分析产品的故障和故障分析
4.掌握QC七大手法/SPC统计/MSA测量系统分析,帮助我们快速地有效地分析、监控和解决质量问题
5.掌握生产性零组件核准程序PPAP,有效地对接和感知顾客需求,并提前长效地处理顾客争议问题
第三节:课程分析
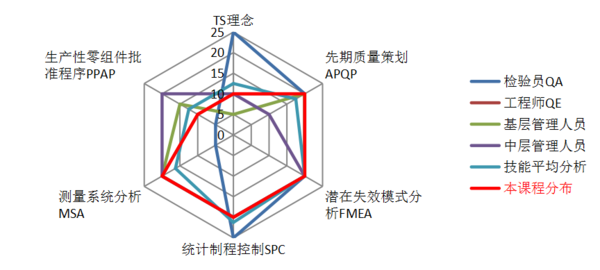
1.课程目标:课程雷达图
2.课程日程安排

3.学员承诺
第二章:总述
第一节:五大工具
1.由来
2.发展
3.标准化
4.过程识别和相互关系
第二节:专家
第三节:工序/元件/特性/缺陷
1.工序
2.关键工序
3.质量控制点
4.关键元器件
5.关键特性
1)安全特性
2)政府法规
3)功能失效
4)品质重大影响
6.重要特性
1)顾客满意度
2)影响加工和生产
3)功能受到影响
7.一般特性
8.缺陷等级
1)致命缺陷
2)一般缺陷
3)轻微缺陷
第三章:APQP:产品品质先期规划
第一节:APQP意义
第二节:分析工具
1.FMEA/MSA/SPC
2.流程图
3.QFD质量功能展开
第三节:流程图
1.流程图的功能
2.流程图的设计步骤
3.流程图设计的注意事项
4.流程图分类
1)业务流程图
2)过程流程图
3)工艺流程图
4)系统流程图
5)数据流程图
6)程序流程图
7)程序网络图
案例分析:用Microsoft office Visio软件。假如线束的生产工艺为:裁线,剥皮,打端子,装套管,吹风,装胶壳;测试工艺可能包括浸油测试,打高压测试,耐压测试,通电检验等。请尝试做一个简单的工艺流程图,要求包含质量控制点。
第四节:QFD质量功能展开
1.QFD
1)定义和本质
2)产生和发展
3)好处
2.QFD的流程
1)确定用户要求
2)技术措施
3)关系矩阵
4)竞争能力评估
5)用户要求权重
6)最佳技术参数
7)技术措施权重
3.QFD设计过程图
1)确定市场
2)产品构想
3)设计产品
4)过程设计
4.产品
1)评估竞争
2)改进现有设计
3)确定技术要求
4)确定概念要求
5)完善技术和概念
第五节:跨职能活动
第六节:APQP的五个过程
1.APQP的输入和输出
2.APQP的五个过程
3.APQP的方法论
4.控制计划CP
第七节:设计过程的输入和输出
1.APQP的设计过程的输入
2.APQP的设计过程的输出
第八节:过程设计的输入和输出
1.APQP的过程设计的输入
2.APQP的过程设计的输出
第九节:产品和过程确认过程的输入和输出
1.确认过程的输入
2.确认过程的输出
第四章:FMEA:失效模式与效应分析
第一节:FMEA的定义和简介
第二节:设计DFMEA
1.严重度
2.频度
3.探测度
4.RPN值
5.注意事项
案例分析:我司是线材加工的企业,3个月前开始给主机厂供货线材,分别为电源线、连接线和端子线3个产品;电源线供货250kpcs退回2000pcs,问题集中在打高压异常,接头插拔不牢固,线皮压伤破损;连接线供货250kpcs退回100pcs,问题集中在接头插拔不牢固,线皮压伤破损;端子线供货500kpcs退回1500pcs,问题集中在红黑线反向,端子短路和线皮压伤;品质部几乎每天都有投诉和CAR需要处理。针对近期发生的质量问题,主机厂要求我司进行整改,其中一个项目是要完成产品的DFMEA。注意严重度、频度和探测度的设计,并给出有效措施。
第三节:过程PFMEA
1.严重度
2.频度
3.探测度
4.RPN值
5.起因机理的注意事项
6.建议措施的注意事项
案例分析:接上面案例,针对近期发生的质量问题,主机厂要求我司进行整改,其中一个项目是要完成产品的PFMEA。注意严重度、频度和探测度的设计,并给出有效措施。
第四节:设备EFMEA
1.过程设备
2.潜在失效模式
3.起因机理
4.现行控制方法
5.建议措施和采取措施
6.工具——EFMEA表
案例分析:接上面案例,用到设备包括气动剥线机等,打高压测试需要高压测试仪。请针对以上2台机器,完成产品这部分的EFMEA。注意参数设计,并给出有效措施。
第五节:体系SFMEA
1.这是一个德国QMC-VDA版本
2.系统结构化
3.单元
4.各单元间的功能关系
5.失效功能
6.缺陷、缺陷后果和缺陷原因
7.工具——SFMEA表
案例分析:针对交付不及时问题,做一个体系SFMEA的一段。
第六节:关键元器件和关键特性
1.关键元器件
2.客户指定特性
3.产品关键特性
4.产品一般特性
5.关键特性分析有抽样检验
6.AQL设计和抽样风险评估
7.抽样方案的选择
案例分析:针对上面案例的线束问题,做一个产品的管理计划或规范。
第七节:亲和图
第五章:QC七大手法
第一节:检查表
第二节:层别法
案例分析:压铸生产工艺中,针对一个关键特性尺寸,作业人员每小时测量一次,得到下列数据,比较 两台机的差异。
第三节:柏拉图
1.定义/格式/用途
2.制作步骤
3.二八规律
案例分析:
案例1.某产品投诉项目的分布表如图所示,请:通过数据分析,抓出主要地区和频数? 计算各地区的频率。 计算累计频率。以频数和累计频率画图,横坐标为区域。
案例2.通过一个案例来说明柏拉图在质量管理中应用,包括归纳和演绎过程。时间大概15-20分钟。
第四节:因果图
1.定义和类型
2.鱼骨图制作步骤
3.鱼骨图使用要求
案例分析:为什么会有顾客投诉?
第五节:散布图
1.定义/用途/分类
2.绘制步骤
3.散布图注意事项
案例分析:根据课件提供的电池参数样本,绘制散布图,注意因变量和自变量的选择,并求出相关系数。使用软件Minitab软件。
第六节:直方图
1.定义和用途
2.直方图的绘制
3.形状分析与判断
4.与规格界限的比较分析
案例分析:根据课件提供的数据,用Minitab软件,绘制一张壳料净重的直方图。
第七节:管制图
1.定义和分类
2.与正太分布的关系
3.机遇原因和非机遇原因
4.计量值管制图
5.计数值管制图
6.管制图的绘制和判读
案例分析:
案例1:现有一组样本数据,请完成相关计算,并绘制X-R图表。
案例2:某产品的生产过程中,抽取25个样本,测得样本的不合格品数如果所示。试做p控制图,并说明是否在控制范围内。
案例3:有一个轴类零件加工,工艺是车削加工,尺寸规格是∮30.50 ±0.05,在生产调机的时候,生产部送首件给我们确认,公司规定每批首件至少送2pcs,请问。
第八节:制程能力评估
1.准确度Ca
2.精确度Cp
3.指标Cpk
4.当规格中心与目标值不重合时的过程能力指数Cpm
5.提升过程能力的方法
6.注意:过程能力评估的计算案例在后面
第六章:质量特性数据及分类
第一节:统计和统计手法的用途
1.定义
2.统计特征数
3.统计的应用
第二节:正太分布
第三节:标准正太分布
第四节:超几何分布
第五节:二项分布
第六节:泊松分布
第七节:其他分布
1.离散均匀分布
2.连续均匀分布
3.X2方分布
4.T分布
5.F分布
第八节:操作演示
1.使用软件Minitab软件
2.QC七大手法和统计工具使用流程
3.Cpk的计算演示
4.相关系数计算演示
第九节:统计失去意义的时候
案例分析:在一个产品的回路中,存在电机/马达、电容、电阻等元件。在一个生产批次中,我们的问题如下:想确认负载电压/电流是否符合正太分布,可以吗?想确认回路中的电流最大值是否符合正太分布,可以吗?电流最大值跟哪些因素相关?如果工作中一定要分析电流最大值,怎么做?
第七章:MSA:测量系统分析
第一节:定义
第二节:计量型测量系统分析
1.系统分析
2.分析软件Minitab软件
3.案例分析
第三节:计数型测量系统分析
1.小样法和大样法
2.分析软件Minitab软件
3.案例分析
第四节:测量系统
1.输入内容:SWIPE
2.测量
3.数值
4.分析
5.输出内容
第五节:测量系统误差
1.过程变差观测值
2.实际过程变差:长期过程变差/短期过程变差/抽样产生的变差
3.测量误差:抽样产生的变差/量具变差/操作员造成的变差
4.测量系统误差的特点
第六节:误差理论与数据处理
第八章:PPAP:生产性零组件核准程序
第一节:PPAP定义
第二节:PPAP的过程要求
1.生产件
2.PPAP要求
3.案例分析
第三节:顾客的特殊要求
1.顾客通知
2.顾客提交要求
3.顾客不要求通知的情况
4.案例分析
第四节:顾客提交要求—证明的等级
第五节:零件提交状态
第六节:记录保存
【课程简介】:本课程主要介绍TS五大质量管理工具的生产、由来、发展和使用;围绕质量问题的发现、分析和解决来展开;既介绍理论知识,又有操作工具和软件,同时穿插案例分析。课程以五大工具为线索,同时有效地穿插和结合流程图的知识、QFD质量功能展开的概念、质量树的分析方法、亲和图的使用等;课程过程中还会结合误差分析理论和计数抽样检验程序的分析方法探讨质量管理的技巧。既有理论的深度和广度,又非常有效地结合学员的实际工作需要。学员还可以通过案例分析和实际操作,有效地掌握五大工具的实操技巧。





