第一章:课前沟通
第一节:课前沟通
1)讲师简介
2)学员介绍:行业+岗位+职责+日常工作
3)学习的“目的+期望”
4)工作中的“困惑+困难+疑问”在哪里?
第二节:课程分析
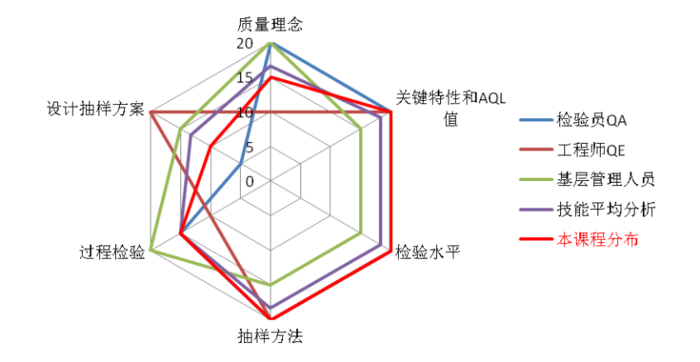
1.品质检验员QA职能雷达图
2.检验员QA岗位胜任的标准
1)理解产品使用的产品、元器件和关键特性的地位,明确过程检验的方向
2)掌握质量水平的跟踪方式,及时发现质量变化趋势和波动,及时汇报
3)掌握应对抽样和检验的风险的方法,充分理解产品的检验要求
4)掌握抽样检验的方法,可以迅速地利用抽样原理组织现场检验
5)掌握质量改善的检验方法,应对产品质量要求的提升
3.课程目标:课程雷达图
4.课程日程安排

5.学员承诺
第二章:质量、质量检验和质量管理
第一节:一组关于质量的概念
1)质量
2)质量检验
3)质量管理
4)批的组成
5)批的提取
第二节:合格、不合格和缺陷
1)合格
2)不合格
3)缺陷
第三节:质量管理
1)事前管理
2)过程管理
3)事后验收
第四节:关键特性识别
1)客户要求
2)国家标准、行业标准和地区法规要求
3)使用和运输要求
4)潜在客户要求
5)关键特性清单
第五节:缺陷等级和接收准则
1)接收数和拒绝数
2)缺陷等级的概念
3)缺陷等级的设定
4)缺陷等级决定接收数
第三章:计数检验抽样程序的要素和规则
第一节:接收质量限AQL的含义
1.AQL值本身是一种概率
1)接收概率
2)生产方风险
3)使用方风险
2.AQL中容忍的不良率
3.屏蔽不良率的方法
4.不做错就不会错/过程零缺陷理念
第二节:检验水平
1)一般检验水平ΙΙ级
2)一般检验水平Ι级
3)一般检验水平ΙΙΙ级
4)特殊检验水平S-1级/S-2级/S-3级/S-4级
5)首件OK的抽样方案
6)过程稳定的抽样方案
第三节:正常、加严和放宽检验
1)正常检验
2)加严检验
3)放宽检验
案例1:281-500pcs,AQL=0.65
案例2:501-1200pcs,AQL=0.65
案例3:501-1200pcs,AQL=0.4
案例4:281-500pcs,AQL=0.4
4)总结
案例5:151-280pcs,AQL=2.5
第四节:二次抽样和多次抽样
1)正常一次抽样和正常二次抽样对比
2)加严一次抽样和加严二次抽样对比
3)放宽一次抽样和放宽二次抽样对比
第五节:转移准则
1)转移准则
2)转移准则的使用条件
3)现场验货不建议使用转移规则
第六节:案例分析
案例1:假如某个型号的产品,在生产过程中,由1台机器可以独立完成全部工序,某次验货的订单为50套,那么:
1)不同数量的机器,完成本批订单,质量检验过程一致吗?
2)计数抽样方法一致吗?原因在哪里?
案例2:由于客户原因,在散货堆场,有一批同一客户的货物需要我方代为验收,验收仪器设备由我方自带,验收标准由客户指定;验货时,供应商将到现场陪同。客户产品分别是收音机2000套,大型电机50台,液压泵站3套,一氧化碳浓度计30套,电饭煲的塑胶外壳5000套,液压高压胶管2000套。其中,收音机和电饭煲的塑胶外壳为这个供应商多次验货批次中的一个批次,最近3批中均有1个批次抽到不合格。液压胶管近10批交货无不良。请确认,现场验货时的检验水平和检验方案,并逐个产品做简单说明。
案例3:同是上面的客户,这次又有货物需要检验,检验数量是4000pcs,客户要求AQL=0.4,ΙΙ级检验水平。但客户想知道,如果用正常抽样ΙΙ检验水平时,一次抽样方案和二次抽样方案的差别。
第四章:质量检验控制
第一节:过程管理
如果有驻场的同事,需要注意以下问题:
1)进料检验
2)首件检验(控制点)
3)巡检
4)成品检验(控制点)
5)出厂验收
第二节:计数抽样前关注的要素
1)过程质量水平
2)批的组成的质量水平
3)首末件的质量水平
4)全尺寸检测报告或者全检记录
5)终检人员的身份、技能和漏检率
第三节:计数抽样检验程序的使用条件
第四节:案例分析
案例:某轴类产品,供应商按照公司规定提交样品至我司确认首件3pcs,图纸规定尺寸为Φ35±0.1mm。我司检验发现该尺寸为Φ35.08mm,Φ35.09mm,Φ35.07mm。请问:
1)该首件是否合格?
2)如不合格,我们可能有几种方案要求供应商改善?
3)哪种方案对客户最有保证?哪种方案对供应商最合理?哪种方案是理论上最标准的方案?
第五章:现场计数抽样检验方案的设计流程
第一节:事前准备
1)关键特性识别和关键特性清单
2)客户特殊要求执行
3)图纸、SIP文件或者标准件的准备
4)首件确认
第二节:现场分析
1)识别批次情况
2)检查终检情况
3)找出过程质量控制点
第三节:质量检验员的作用
1)质量检验
2)质量监督
3)质量保证
第四节:案例分析
案例1:今天突然接到某批货物需要现场验货,到现场发现货物已经基本做完,供应商在清拉,客户紧急传了一张图纸过来。在生产现场发现,公司人员大概在20人左右,大概有4台冲压机同时在生产这个产品,公司的检验手段主要是游标卡尺,终检验货的人是公司的老板娘,她一边验货,一边在照顾她3岁大的小儿子,她另外一个7岁的儿子和一个年近七旬的老汉在帮她打包装。请问:
1)这种情况怎么验货?怎么保证交付不会引起客户投诉?
2)如果在开工时,就请你到现场做首件,你又会怎么验货?
案例2:最近,产品交付客户使用3个月后,出现功能不能正常实现的问题,客户对此比较不满;不合格品回厂后发现,是继电器功能出了问题。经讨论决定,对继电器供应商做一次现场审核。现场看到的情况如下:继电器厂人数大约300人左右,QC等配置齐全,工艺设施和SOP完整,绕线、浸锡、铆接、检测等工艺均是自动化工艺。正好,审核现场发现有批我司的继电器待发货。请问:
1)这种情况怎么验货?怎么保证交付不会引起客户投诉?
2)如果在生产现场做个首件,你又会怎么验货?
3)检验时,如果测试能抽检到不合格品吗?
第六章:子批次管理与计数抽样检验
第一节:子批次的概念
1)批次
2)子批次
3)计数抽样检验程序是以子批次为基础的抽样
第二节:案例分析
案例:假如某个型号的产品,在生产过程中,由1台机器可以独立完成全部工序,某次验货的订单为50套。
1)假如供应商用50台机器完成这批订单,那么子批次是多少?
2)假如供应商是5台机器3班倒生产出来的,一个班的产量是5套,那么子批次是多少?
3)假如供应商用2台机器5个班完成,那么子批次是多少?
4)假如供应商用1台机器1个班完成,那么子批次又是多少?
第三节:识别子批次是验货的前提
1)不要混淆批次和子批次的概念
2)要对供应商实行子批次管理
3)现场检验以子批次为基础
4)尾数和清拉产品往往是质量黑洞
第四节:减少现场验货数量的手段
1)首件确认工艺稳定而不是检验
2)追求供应商生产过程稳定
3)产品不能是维修出来的
4)批次验货前先终检的漏检率
5)临时培养1-2名检验人员
第五节:抽样检验的黄金手
1)黄金手
2)黄金手的培养
【课程简介】:“质量检验分类”和《GB/T2828计数抽样检验程序》两个方面介绍质量抽样验货的注意事项和操作过程。本课程从质量的定义、质量检验的概述、检验的定义和分类、以及抽样标准等几个方面来阐述如何进行检验和质量控制。经过1天的培训课程,学员要学会设定抽样方案,如何进行供应商质量控制,如何保证交付等三个主要方面的技能。





